A Mistake in the Third Setup Costs More Than the Part: How Heinrich Wagner Sinto Moved Risk from the Machine to Simulation
Categories: Blog

In multi-setup machining, there’s a rule you only learn by living on the shop floor: the later you find a problem, the more it costs. A mistake in the first setup is annoying, but usually fixable. A mistake in the third setup is a different story — rework, another setup, a schedule slip, and sometimes the part becomes scrap.
At Heinrich Wagner Sinto (HWS), this is not theory. They machine many complex parts that require multiple setups. The geometry is demanding, accuracy requirements are high, and machine time is expensive. At some point it became clear: if you keep “catching” risks at the machine, the shop will increasingly get stuck in setup changes, trial runs, and rework.
The solution was not “be more careful.” The solution was to move confidence from the shop floor into preparation — into CAM and simulation.
Heinrich Wagner Sinto Maschinenfabrik GmbH is a German manufacturer of equipment for the foundry industry: molding machines and molding lines, as well as related systems and assemblies. The company is part of the Sintokogio Group. More than 300 employees work at the Bad Laasphe site.
A large share of the work is done in-house: manufacturing, assembly, electrical work, painting, and shipping. That’s why a machining issue is not just a “local problem.” It becomes a company-wide delivery risk: if a part is not ready, an assembly cannot be built, and a machine cannot ship.
Where Multi-Setup Machining Breaks Down
From the outside, multi-setup machining looks straightforward: clamp the part, machine one side, re-clamp, machine the next. In reality, risk accumulates with every setup:
- In one orientation the toolpath runs safely; in the next, accessibility is already borderline.
- Stock allowance has to be left in the right place and in the right amount, otherwise finishing turns into manual handwork.
- Stepover and finishing parameters on freeform 3D surfaces can look “almost good” — and that “almost” later costs hours.
- A small mistake in operation logic often does not show up immediately — only after material has been removed and you can’t go back.
The most dangerous scenario is a late discovery — after re-clamping or close to the final stage. Fixing it is not a couple of clicks. It’s machine time, setup time, and sometimes a scrapped part.
That was the point where HWS decided to change the approach. Before ENCY, the plant had been running a previous-generation CAM system for many years and handled its work reliably. But requirements kept rising — programming speed, process control, repeatability, and surface quality on complex 3D shapes and in multi-setup machining.
Eventually it became obvious: the old level of performance and functionality was no longer enough to keep pace without extra iterations and without “catch-up” edits at the machine — where mistakes cost the most. That’s why they moved to ENCY.
Simulation as Insurance Against Late Errors
People often talk about simulation in general terms. At HWS, it plays a very practical role: find the problem before it becomes expensive.
The point is not to watch a nice-looking tool motion. The point is to answer hard questions before cutting metal:
- Do we actually have access to every area in each setup?
- Where does the toolpath become risky because of orientation or tool length?
- Are we creating a “blind zone” that will later need manual correction?
- Could the setup-to-setup sequence hide an issue that will only appear at the end?
In multi-setup machining, that’s the key to predictability: catch risks on the screen, not at the machine.
Typical HWS Jobs
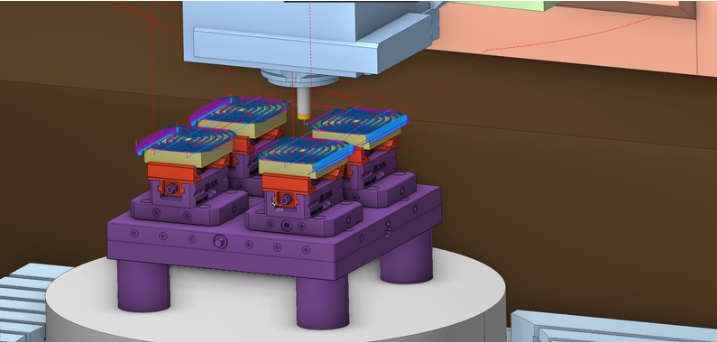
5-Axis Machining on a DMU 80. On a 5-axis DMU 80, multi-setup parts are a classic high-risk area. If something is missed during preparation, the problem tends to show up after re-clamping: accessibility changes, the surface “drifts,” stock is not where you expected it. In simulation, this can be seen early — before the part ever reaches the machine table.
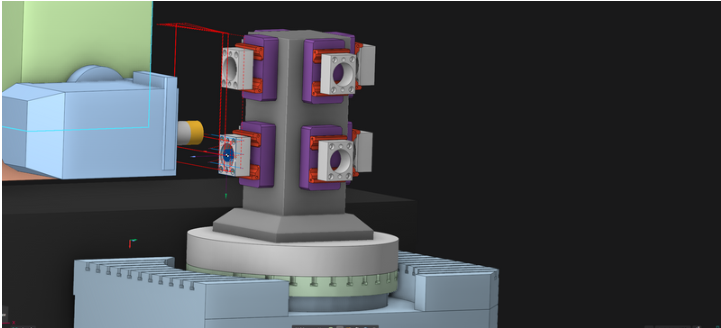
“Tower” Fixturing. A tower-style fixture solves access to certain surfaces, but also makes the process more sensitive: the tool runs closer to limits, the risk of dangerous close passes is higher, and the cost of a collision is huge. That’s why pre-checking toolpaths and operation logic is critical for jobs like these.
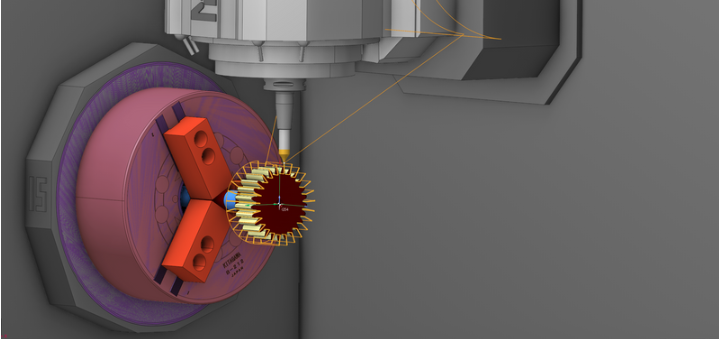
Turn-Mill Parts. When turning and milling operations are combined in one part (a typical example is a gear-type component), the operation chain has to converge into one result — geometry, fits, and surface finish. Any preparation error shows up as a mismatch at the final stage — exactly where corrections are most expensive.
What Changed on the Shop Floor
HWS describes the outcome in production terms:
- Programming and setup time went down. Less time “around the machine”: fewer extra checks and repeat setups, more actual cutting.
- Accuracy and repeatability improved. On complex parts, repeatable output makes production calmer and scheduling realistic.
- Scrap dropped noticeably. When risks are caught earlier, fewer parts are lost because of late-discovered issues.
- Surface quality improved. Especially on freeform 3D surfaces and in multi-setup machining, where surface problems often come from preparation, not from the machine itself.
In other words, they reduced not just “time in CAM,” but time and risk around the machine.
What the User Says
Christian Hammer (HWS) describes their experience like this: “We have been successfully working with ENCY CAM for several years and are very satisfied with the CAM system, as well as the support and service provided by Datentechnik Reitz.”
On their work profile and the effect: “Our main focus is milling complex mechanical engineering parts. With ENCY, we were able to significantly speed up programming and optimize our machining processes.”
And on what matters in daily work: “I would especially like to highlight the user-friendly interface, the strong simulation, and the wide range of strategies.”
HWS explicitly highlights the support and service from Datentechnik Reitz — and for multi-setup machining that’s not a minor detail. Here, the CAM process must be brought to stable operation on specific machines and real kinematics.
Datentechnik Reitz supports ENCY in the DACH region and participates in the development of ENCY components with access to the source code. In practice, that means support is not just a hotline — it’s the ability to resolve implementation and production issues faster and to keep the team current through training on new functions.



The Real Win Is Predictability on Complex, Multi-Setup Parts
This story is not about “things got a bit more convenient.” It’s about a concrete pain point: late errors in multi-setup machining are expensive. HWS moved from a previous-generation CAM system to ENCY because they needed faster programming, earlier process verification, and lower risk before the machine ever starts cutting. The result is what matters in real production: less setup work, less scrap, higher repeatability, and more confidence that a part will make it through every setup without unpleasant surprises.
No results available
Go beyond CAD/CAM
Back to top